F I N E H Y D R O C A L C A S T I N G S
B Y C. C. C R O W
P. O. B O X 1 4 2 7
M U K I L T E O, W A 9 8 2 7 5
U S A
Crow's Home
 Home List Top
Next Clinic
Crow's How 2
Previous Clinic
Order Crow's
Contact CCC
Home List Top
Next Clinic
Crow's How 2
Previous Clinic
Order Crow's
Contact CCC
|
C. C. Crow's On Line Clinics |
|
AND OTHER MODELING TIPS - WHITE METAL CASTING

In the previous clinic I described how to make patterns and turn them into brass using the lost wax process. We'll now take those production masters and make a white metal mold in which we will spin cast a pile of parts. In this example we are making detail parts for the O-scale Durango roundhouse. The masters were done by Glenn Farley. Brass Patterns
The brass parts are cut from the sprues and cleaned up. Each is inspected for flaws. Remember, if you have a flaw anywhere along the line it is going to show up on all the subsequent duplicates. 

Preparing to Make the Mold
Here I'm layout the parts on a spare mold. I can fit two sets plus some extras. We want them to be balanced else the mold may wobble when it is cast. 
The rubber mold will be vulcanized (cured under heat and pressure) inside a heavy steal mold ring set with top and bottom lid. These are preheated along with the vulcanizer. It's a huge thing that takes a half hour or so to heat up. It helps to warm up the rubber too so the masters can be pressed into place. 
We'll start with the bottom half. Talc is used to keep it from sticking from the mold frame and patterns, however, we do want it to stick to the locknuts we'll place around the parameter that are used to keep the two halves in alignment while casting. So they are placed without talc and pushed into the surface. Now we can dust everything with talc and place the rubber disc inside the mold frame. The center disc comes next. It's a wheel with spokes that the metal will travel outward on and must be centered. Next come all the masters. They are carefully placed with space between each one and firmly pressed into the rubber so they won't roam. 
Vulcanizing the RubberAfter applying talc the top disc is placed and pressed down followed by the lid. The mold frame is then placed in the vulcanizer where it begins to heat up. Pressure is applied by pumping a hydraulic jack. It takes an hour to an hour and a half to vulcanize the mold. The rubber will liquefy and tightly form around the patterns before hardening. 

Cutting the Gates
I hope you are ready for some work. The bell rings signifying that the mold is cured. It's pulled from the vulcanized and placed on the workbench. It's about 325 degrees and weighs 60 pounds so move quickly and wear heat resistant gloves. The top and bottom lids are pried off and the rubber is pulled from the ring. Ooh, it's hot! Next we pry apart the two halves and start removing the center plate and patterns. 

While the rubber is still hot we need to cut the gates. These are the channels that will let the metal flow into the cavities. There is a whole art to this that I am still learning. Not too big and not too small. You want the parts to fill and you want them to stay with the ring when you pull them from the mold (otherwise you have to pick each one, which takes more time). You also want to be able to easily twist the parts and break the gate cleanly when you pick them so they shouldn't be too big. Some parts are real easy with a simple V-shaped channel or a flat one like for windows and doors. Others can be difficult and require special vents to allow the metal to flow and fill. We'll give it our best shot and refine them as we start casting. A new scalpel blade will do about one mold. 


The mold is marked and dated with a china marking pencil. The arrow points at a small V-shaped wedge cut on the edge. This will help the caster align the two mold halves during casting. 
White Metal Casting!Okay, finally we can start casting. We are using lead free pewter but always beware that some of our older castings as well as many other manufacturers have and may still be using an alloy containing LEAD, so always wash your hand after handling any white metal detail castings. The pewter is heated to casting temperature inside an electric melting pot. 

We are currently using a lead-free pewter. I costs about twice that of a lead alloy. 

Here's our spin caster. It came along with Builders In Scale. A motor spins the mold at 800 rpm. The mold is pressed together by adjustable air pressure. Smaller pieces need less pressure while larger pieces require more, ranging from 12 pounds to 38 or so. Too much pressure and the air cannot escape. Too little and the metal may escape. Not to worry too much as it is contained in the tub with the lid closed. The mold is prepared by a quick inspection. Any remnants of white metal are removed and the surface is lightly talced. This will leave just enough space for the air to escape. 
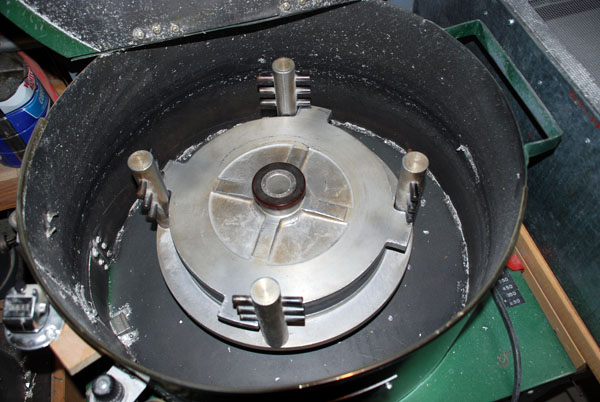
The inner lid is placed over the mold and turned to engage the hold-down bars. 


As the lid on the spin caster is closed, air pressure squeezes the mold together, and it spins away- we are ready to cast. A long handled ladle scoops the right amount of liquid pewter from the pot and it is poured into the funnel which leads to the opening in the top of the mold. The centrifugal force throws the metal out filling each cavity and the outer portion of the center ring. In a moment we can open the lid to the spin caster, which stops the motor and applies the brakes, then releases the air pressure. The mold is pulled and another is placed. I generally do three molds at a time. One is spinning, another is cooling, and I am pulling the white metal ring and preparing the other mold for the next spin. It takes a few spins to get the mold up to temperature where it begins to produce well. It's seldom 100 percent yield but we overcome that with numbers. A little more pressure, a little less, more talc, higher or lower temperature on the metal, faster, slower are all adjusted for better yields. With a stack of rings the metal is gone from the melting pot so it's time to pick and sort our new white metal parts. The bad ones and the empty rings go back in the pot. 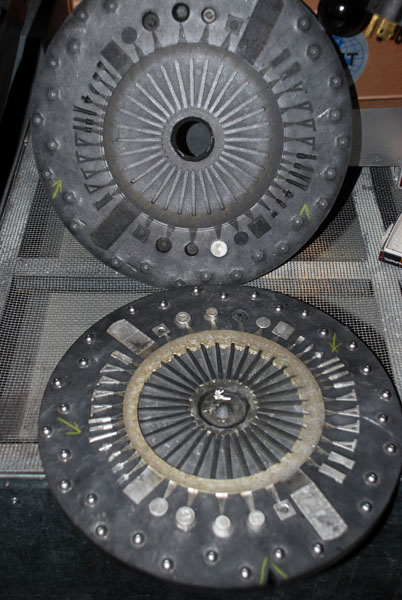

Looking pretty good. Too bad I screwed up and put 7 of the front roof brackets in the mold and only one rear bracket. Oh well, guess we have to do another mold.

The finished stove parts loosely stacked up. Glenn has a roundhouse full of them. Soon you'll be able to, too. 
Tons of parts! It only took half a year to do all of this... Copyright C. C. Crow, 2009, all rights reserved
|